SYSTEMATICS OF A MANUFACTURING PROCESS
Based upon a study by Clarence E. King, late Chief Engineer, Vauxhall Motors, Ltd., Luton, EnglandIt follows that the definition of the totality cannot be obtained merely by enumerating all the elements that are strictly relevant to the process. There is no real difficulty, because everyone concerned can recognize what is meant by the description "the motor- manufacturing business carried on by the XYZ Company". The point is that it is necessary to start without any preconceived ideas as to the way it works. We should put ourselves in the position of an intelligent observer who sees all the activity on all levels and recognizes that it is a more or less coherent totality, before he begins to see how it is organized. This coherent totality is called the monad, or universe to be studied. Experience shows that it is highly desirable to assimilate as many aspects of the totality as possible before attempting to work out the structure. The temptation to arrange the material in some definite way is to be avoided. At first, it seems natural to classify it in terms of the existing organizational structure of departments; to break it down into the sequence of technical operations, or again, to see it in economic terms by looking at the activities according to their contribution to profits; any one of which analyses implies a bias towards some particular conception of the function of the company. We are not entitled at this stage to speak of the aim or purpose of the company's activity, since this is always a complex of motives - recognized or unrecognized. Among the 'aims' generally recognized are: to meet a public demand; to maximize profits; to provide a livelihood for the largest number of employees; to promote the advance of science and technology; and, generally, to perform a social service. Among the unrecognized motives are the more or less hidden personal ambitions and prejudices, habits of thought and action; the fear of change on the one hand and the thirst for novelty on the other. Clearly, it would be very misleading to take any single item in this heterogeneous list as 'the' aim of the company.
Whichever way we approach the problem of defining the field, we meet with a similar imprecision and ambiguity. This is no obstacle to our research, because we are in no doubt of the general subject matter of our arguing phrase "the motor-manufacturing business carried on by the XYZ Company". The same considerations would apply to any other field of study: we know what we mean by 'mathematics', but we would be hard put to it to define the field of mathematics unambiguously.
We shall assume that we have so thoroughly steeped ourselves in the activities of the company on all levels that we can ascribe a rich and highly diverse content to the monad. This first step is essential, and if it is neglected, we shall find that errors are bound to creep into the subsequent analysis.
From a general consideration of the undifferentiated monad, we pass to the primary dyad obtained by dividing the internal activity from the external manifestations: that is, the "company as it is for itself" distinguished from the "company as it enters into the life of others". There is a total inner activity and there is a total outer action. The demands and needs of these two completely independent terms in the life of the company may be expected to result in a conflict of interests which can only be reconciled by a skilful compromise. While such a conflict is common, it is not necessary: but it does not follow that the two terms can ever be merged into a single combined activity. On the contrary, they must be kept separate if the life of the company is to be kept at full pitch. The inner activity is directed to producing the maximum output at the highest efficiency, whereas the outer action is subject to the conflicting or changing demands of the public and the competition of other suppliers. The two stand in direct and inevitable contradiction. The inner interest requires a standardized stable product and the other interest requires diversity and adaptation. The tension created by the conflicting requirements is characteristic of the dyad or two-term system. The dyadic or dualistic nature of all the processes of nature is due to the presence in everything of a finite and knowable element and an infinite and unknowable element. This is true for a manufacturing company, which can know its own resources and limitations with any required degree of accuracy; but can never know for certain what will happen to its raw materials, its market and its competitors. The primary dyad sets the management before the demands of the factory for conservation and stability of designs and processes and the demands of the purchasing and sales department for flexibility and novelty. The point here is that there can be no compromise. Every manufacturing concern must learn to live with its own dyad. The dyad has the attribute of complementarity, according to which two terms can be found in every concrete situation, such that each characterizes the whole and yet contradicts the other. The company as a whole must seek for stability and efficiency, but it also must seek for adaptability, and be ready to take risks. There is no reconciling these requirements, and therefore they must be lived with.
We must next view the entire situation from the standpoint of the product. The company and its public here share a common interest: the one as maker and the other as user. These are the three terms of the basic triad of the commercial relationship. There is no maker without a product, nor product without a maker. There is no connection between maker and user except via the product. If the public will not accept the product, the entire system collapses. The public as user, or potential user, is linked to the maker by attitudes that can range from complete receptivity to total rejection. The six fundamental laws of relatedness govern the complex situation:
| Expansion | The maker with a receptive public can increase output. |
|---|---|
| Concentration� | The demand of the public obliges the maker to improve his product. |
| Interaction | The maker is related to the market as producer and seller of the product. |
| Identity | The user is the final arbiter in the price and quality of the product. |
| Order | The product determines the character of the business. |
| Freedom | The product is the medium of the creative activity of maker and user. |
Every business can be assessed as a combination of relationships each of which must be adjusted to the entire situation. The six basic relationships can be divided into two modes, one human and the other material. This gives rise to twelve sets of relationships six of which concern mangement and labour, and six refer to materials and techniques. The analysis of relationships can readily and rapidly be carried out by an experienced consultant in any survey of the structure of a manufacturing concern.
This analysis does not, however, bring in the activity of the company. This depends upon the reciprocal action of management and labour, and of techniques and market. The first part determines the response of the organization to inner and outer pressures and the second part enables it to adapt itself to scientific and technological progress as well as to the changing needs and tastes of the public. There are thus four sources from which the activity of the company flows:
| 1. Financial pressures and managerial direction. | FINANCE
| 2. The development of ideas both technical and commercial. | IDEAS
| 3. Practical organization for production. | ENGINEERING
| 4. Demand for company's products. | MARKET | |
|---|
All the minor influences can be grouped under one of these four terms, each of which should act independently - ie, no one can be brought under the domination of any of the others without loss of vitality and effectiveness. The realities of practical organization cannot be disregarded by the financial control without incurring serious loss of competitive power. The ideas fed into the business must not be used mainly to fill gaps in the engineering organization, but must be allowed to develop freely. Nor should the study of markets, and the influences flowing from this study, be made secondary to the managerial policy: in other words, the management must not seek to impose its will upon the market, but accept the changing situation as a factor to be respected, These considerations should suffice to show that the four terms form a tetrad, and can be represented thus:
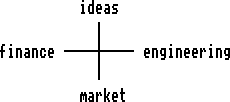
The Tetrad of Manufacturing Activity
The vertical line which joins the market and ideas gives the company its direction. The horizontal line is the field of action. The whole scheme is impersonal, and does not allow for the human factors that are involved in all four sources. Nevertheless, it must be taken into account in the study of any company in order to ascertain whether there is a tendency either to over emphasize or to neglect any of the factors. There is often a tendency for financial control to go outside its province and dictate ideas and methods, or to ignore market trends until too late. The difficulty of securing a harmonious and yet independent development of ideas (research) and production (engineering) is well known to all. These two make completely different contributions to the activity of the company, but there is always a temptation for strong personalities connected with either source to seek to dictate the way the other shall work.
At this fourth stage of the enquiry care must be taken to avoid drawing conclusions as to what ought to be done. It is a stage of diagnosis rather than of suggesting a cure of any defects in the organization. The fifth stage consists in assessing the inherent vitality of the organization and hence its potential for growth. We now have to regard the business as we should a domestic animal, which must be fed and provided with conditions that will maximize its ability to yield the products man requires from it. The animal must live a contented, vegetative life, and at the same time it must develop to the fullest degree its ability to produce milk, meat, wool or whatever is the purpose of breeding. It can be regarded as a factory taking in raw material and converting it into saleable products for the benefit of a market. The same applies to a company producing manufactured articles. There are now five distinct terms forming a pentad.
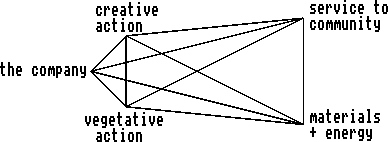
The Pentad of a Company
The term 'vegetation' refers to the need to keep the organization running smoothly as regards management, labour, equipment and planning. The term 'creation' refers to ideas, initiative and the readiness to take well-calculated risks. It is obvious that the company cannot prosper if its supplies of raw materials and energy - including labour - are precarious and unreliable. Finally there is the objective of the entire activity, which consists of contributing to the general welfare of the community within which the company operates. This includes its own customers and shareholders as well as education, health and other social purposes. The assessment now to be made is of the potentiality of the company for holding its own and extending its activities.
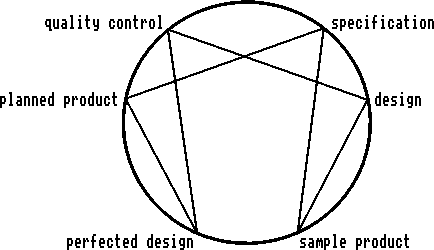
From these assessments we must now pass to the actual processes whereby the company converts its raw materials into finished products. These are implied in all that has gone before; but we cannot criticize the operations in detail unless we have before us an ideal scheme showing how all the different elements should combine. There is a valuable method of representation due to Gurdjieff, that he calls the enneagram", or "figure of nine lines", which combines the property of relatedness with that of recurrence or repetition that is the foundation of all technology, whether natural or human. Repetition is, of course, particularly in evidence in the process of mass production of a small range of designs. There is no basic difference between the requirements of a successful species of plants or animals and a successful manufacturing company. The laws of transformation and growth are everywhere the same and must be respected if disaster is to be avoided.
When large industrial companies are investigated in terms of input, output and activity, it is found that those that are most successful have evolved a form of organization that is a close approximation to the structure of a living organism. Hitherto, the laws of such structures have not been understood, nor their relevance to industrial organizations sufficiently appreciated. Progress towards a satisfactory form of organization has been painful and uncertain: largely a matter of survival of the fittest, for companies which fail to adapt themselves to the basic laws - albeit unconsciously - come to grief.
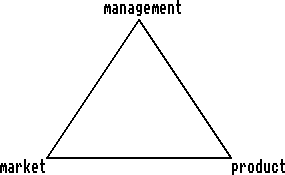
The living organism is a relationship of three sources of life and activity: food, air and sense impressions. Through this triple intake the animal maintains itself and its external activity and, strangely enough, there are no other channels of communication between the animal and its world. A factory depends upon a similar well-regulated intake from three distinct sources.
These are:
- Managerial direction of the company as maker.
- Raw materials for product and
- Demand from the public as user.
The basic commercial triad, already discussed, has thus its counterpart in the operational triad of manufacture. Whatever transformations may go on within the factory, the success or failure of the operations depends upon the output of saleable products. This is the criterion of intelligent management. It is also the criterion of successful purchasing of raw materials and accessories and the effectiveness of design and engineering planning. Again, it is the test of the market. These three requirements set in motion three streams of activities that should blend and support one another and yet remain distinct. This is represented in the symbol of the enneagram by the three points of the triangle, thus:
The first stream is initiated by the decision taken by the management that a new product will be introduced. This stream must be followed through all stages right to the point at which the product is successfully taken up by the public. Since the responsibility lies with the management, this first stream will be called that of Managerial Direction. The second stream starts with the raw materials and leads up to the product as it is sold and used. It will be called the Product stream. The third begins with the public, and its terminus is the establishment of a satisfactory market. It will be called the Market stream.
We must now turn our attention to the successive stages by which the complex operations are carried out. In every factory, the transition is from a lower to a higher degree of organization. In a fully integrated company, the intake is of raw materials which may even be minerals and fuel only. The product may be an artifact, a service or an activity: in all cases it is the result of processes of transformation and organization directed by a plan or policy. In considering a new company which is in course of establishing itself on the strength of its idea of what it intends ultimately to do, there are three kinds of activity to be conducted in order to produce an integrated successful operation from the initial vague ideas, uncoordinated materials and a market that has not yet accepted its entry into the field of supply.
The first requirement is that the management should be clear as to what it intends to achieve. Secondly, it must clarify the procedures it will follow and thirdly, it must put these procedures successfully into operation.
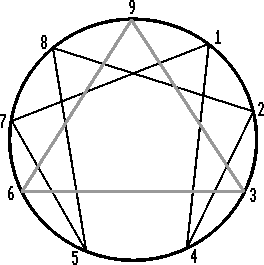
For this to happen, there must be a high potential at the initial stage; that is, there must be not only a strong driving force to get the product moving, but also some powerful and usually novel idea, without which the company cannot impress itself upon its public. This initiates a cycle leading to successful marketing of the product. The cycle so defined is represented on the enneagram by the six- sided figure. This is to be read in the order 1-4-2-8-5-7, and returns again to 1 and repeats itself as a continuing cycle. It is not sufficient that there should be the drive and the idea: but there has also to be a wide experience of the operations to be undertaken. Only then can the initial purposes, the requirements and standards of the user be kept in view in the consciousness of the management without losing sight of the limitations and characteristic of the product and its relationship to manufacturing facilities on the one hand and the potential market on the other. This vision will condition all the activities of the company.
The stream of managerial direction passes through the six points in a different order from that of the actual operations. We shall start therefore by considering the latter as they apply to the development of a new product.
The first step is the initiating decision to enter a particular market with a particular product. This is usually known as issuing a Specification. Sometimes this is in the form of a verbal description of the thing that is to be made, but usually it is much more elaborate and includes a realistic model of the product. The specification should comprise as complete a description as possible of all the characteristics, functions and qualities that the product must satisfy. It is in this specification that the management embodies the quality upon which the appeal of the product to the public will depend. It includes such information as cost and selling price, and also the important matter of the date by which the product must be ready for sale to the public. Without this latter information, those working on the development will not know how to arrange their efforts by reference to a timetable. The rate of production will also be defined at this stage in order that those who have ultimately to arrange for it will know what means and equipment have to be provided.
The issuing of a specification constitutes the start of the process, and it also establishes the law which will guide those responsible for the subsequent stages. With the specification, the first stage has been taken from the idea to its materialization.
When the specification has been completed everything that can be done directly by the Board of Directors is finished, and a new form of activity must be started in order to make progress. This second necessary activity is called Design. Clearly there can be no design without a specification from which to work, but design itself involves the introduction of quite new factors, including those connected with availability of materials and the demands of the public. This is the third stage of the development.
The design involves in most cases experiment, calculation and research, culminating in the drawing of each individual part, so that the exact characteristics of the final product can be assessed. There are special skills involved at this stage that can be described under the general title of craftsmanship. Without craftsmanship, design will be artificial and inevitably fail in its object. On the other hand, the craftsmanship is helpless without the technology of design.
When a company designs its product, it incorporates into the design as completely as possible all that has been written into the specification. In making drawings of all the separate parts of the product, the department concerned must envisage the conversion of each drawing into a mechanical part, the combination of all of which will constitute the first sample of the product. The making of the sample brings us to the contact between the stream of the management and the stream of materials. The work is done in what is known as the engineering department of a manufacturing organization. Because of the triad maker-thing-user, it is essential that the engineering department should never lose sight of the fact that the ultimate and indeed the sole reason for its existence is to enable all the arrangements to be made for the mass production of the product.
At this point, we must return to the enneagram and consider the significance of the point 3 of the triangle of 'input'. The materials required for production begin to influence the process at this point, and this intiates the Stream of the Product. From this point onward the managerial direction and product development go hand in hand. That is why the stream of managerial control goes in the order 1-4-2 and not 1-2-3-4. The management does not take decisions regarding design until the Sample Product is available to verify or disprove the feasibility of carrying out the specification.
The activity of the company at this stage is in the hands of the engineering department, which deals with materials as well as ideas. It is the task of the engineering department at this third stage to achieve the maximum degree of certainty that the drawings which it constructs are exact symbols of what is required for the product as a whole and for each of its individual parts down to the smallest detail. This cannot, however, be ascertained without serious risk of error unless an actual sample is made. This is why the test and development is performed upon samples which are produced only after the engineering department has completed its work. It is obvious that the diverse drawings cannot be tested and developed, but it is also obvious that the sample itself cannot be made until the drawings have passed from the stage of tentative layout to the most exact and detailed embodiment of the specification that can be achieved.
What the management really needs is an agreed set of drawings that it knows are right. It can know this only by making, testing and modifying samples according to the specification. When the perfected sample has been made and tested, then all the drawings have to be made again in accordance with the changes that have been introduced into it in order to achieve a perfected sample. It is only at this point that it can be said that a Perfected Design has been reached. The intelligence with which this part of the process is carried out is perhaps the most important factor for the future success of the company. Sometimes it is badly done and the manufacturing organization which is otherwise highly competent gets into serious trouble through attempting to produce from an untried design.
It is only by making an actual sample and working on it in the right way that the management can convert its original imperfect design into a perfected design. The point here is that this work cannot be done except by an independent assessment which effectively represents the point of view of those responsible for the actual manufacturing process, that is to say, it cannot be made in terms of engineering skill but of manufacturing experience.
Nevertheless, without the first imperfect sample product, those responsible for testing cannot make progress to a perfected design. It is the interplay of the two streams that makes progress possible. This in a very striking way parallels the transformation of food in the animal organism which at a certain point depends upon the interaction between the oxygen and the content of the venous blood. Here the air is analogous to the material that is drawn in for transformation into the finished product.
At this stage the two streams begin to flow in parallel but they do not lose their identity. The perfected design and the perfected sample are quite distinct. They are the responsibility of different departments having different contacts with the basic relationship of maker-product-user.
Going forward in parallel, the perfected sample and the perfected design enable the engineers to bring forward a Planned Product. There seems, at first, no reason why the management should not proceed from planning straight to manufacture. It is obviously within their power to do so, and there are no natural obstacles to this movement in the stream of the managerial function. There is, however, a serious obstacle in the stream of the product itself. This consists in the change that is involved, and the new factors that enter, when changing over from single units to large scale production. There is an inevitable uncertainty in the realization of any human plan. No one knows if it will have the intended result until it has been tried. The best plans are always found to be more or less imperfect, and to ignore the resulting uncertainty is bound to lead to trouble, and mass-produced trouble is invariably expensive. A grossly imperfect mass-produced article sold to the public is obviously against the interests of all three members of the triad maker-product-user. To avoid this kind of trouble, the more experienced companies do not proceed with mass-production until samples of the product have been made from the planned manufacturing methods and equipment, and these samples have been compared with the perfected engineering sample and found to be identical in every significant respect. If comparison shows faults in the product, the planning arrangements are modified or perfected until the samples are identical. There is no other way of making reasonably sure that the product when produced on a large scale will conform to the requirements of the user which were originally incorporated by the management in its specification. A very high level of intelligence is required to enable the management to make a correct decision at this point. The need for revenue from sales is a harsh incentive to act on the assumption that the planned and tested product will be satisfactory. This urgency should at least be convincing evidence that the perfected sample must be as near as is humanly possible to the mass-produced article that is to come off the production lines. One of the most devastating causes of trouble to managements arises when the planned product and the mass-produced article are intentionally made different in some important respect from the perfected sample. This has been done times without number, and trouble always results. Engineers always issue warnings of the danger, but it can only be clear from the systematics that it is fundamentally wrong, since it cuts out one of the independent terms required for a complete hexad. To mass produce a large number of identical articles on the basis of potentiality alone is a procedure that nature never adopts, and as we have said earlier the best organized companies are those which conform most closely to the laws of nature.
When the best intentions exist for making the mass-produced product and the perfected sample identical, there remain in the development of the process itself many occasions when variations and deviations are bound to enter. The factory has to deal with large quantities of material coming perhaps from many parts of the world. It has to employ large numbers of men whose psychological attitude and technical skill cannot be guaranteed. When important new methods of production are being introduced, each pair of these factors, which refers back to the tetrad, produce their own reciprocal actions. Only by taking active and positive precautions, equivalent to the introduction of a completely independent term, can the transition from the planned product to mass production be undertaken with reasonable hope of avoiding trouble. This independent sixth term is called Inspection, or quality control. The process of development is now at its final stage. At this point the interest of the user begins to exert a decisive influence upon decisions. This corresponds to the third stream initiated at the point 6 of the Enneagram. Once this stream enters, it must receive equal weight in all decisions with those of managerial direction and product development. It is of particular importance to ensure that inspection is in no way subordinated to the interests of management and production. Inspection is in effect looking back upon the process from the stand-point of the user as he will see it when it is being distributed in large numbers. The qualities required in order to make this inspection really effective are different from those of testing and evaluation. Inspection or "quality control" is far more than examination of the product to ensure that it conforms with the perfected sample. It must take into account all the possible variations that occur within a large number of units, nominally identical. It is notorious that out of 100,000 motor cars or refrigerators there will be variations that must be controlled, if damaging criticisms are to be avoided. Only when the public itself has had the opportunity of testing the product upon a large scale, does the inspection attain the full degree of independence that is required for the completion of the project.
The third stream thus properly begins with inspection and continues as quality control, throughout the time that the article is being produced and sold, and even afterwards until it is finally withdrawn from use. At this stage, the relatedness of the three streams becomes apparent. The success of the whole process now shows itself in the effective linkage between the original intention of the management with the critical demands of the market. In a sense, the sales organization should become the representative of the user interest. It feeds back into the management information as to its requirements in relation to quality and output time, all of which reacts directly upon the manufacturing activity.
Another connection between the streams is that between the specification and the mass-produced product. The management requiries to know that its manufacturing policy is in fact being implemented and has not got out of hand owing to technical and distribution factors. There is a reciprocal action whereby the user feeds back to the management a chaotic array of demands which lead to the formulation of a fresh specification intended to satisfy them. The action of the user stream influences the management directly and the product only indirectly.
We are now in a position to consider the three forms in which materials and energy are taken into the organization. The food that enters through management is capital in the form of plant and equipment, money and accumulated experience. Capital as material resources alone cannot initiate a creative stream, but only capital taking shape as an idea and issuing as a specification. The capital itself is available in the form of buildings, machinery, equipment and materials, all of which are in a constant state of transformation. The transition from specification to design requires an investment of capital and all stages in the process up to the commencement of production is a form of investment. The second stream is visibly present in the form of raw materials, energy and bought-in components. All this is, however, useless except insofar as it is intelligently handled. The first imperfect sample has to be made and worked upon before the material stream can begin to flow. This making and being worked upon is what the design needs in order to be transformed, and this it receives from the brains and hands of men. They supply the craftsmanship and skill which effect the transmutation of raw materials to a higher state of organization. Just as the body transforms the crude food into the highly complex proteins and active substances required for its own successful activity, so is the labour force the medium of transformation from raw material to marketable product.
From the moment that work on the material begins, craftsmanship permeates the whole process. In a mass-production organization an attempt is usually made to carry the development by the engineering department from design to perfected sample in a mechanical way, in other words to replace the skill of brain and hand by the perfection of machinery and arrangements. In this way something is irrevocably lost. The most important change now coming over mass-production organizations is the recognition of the importance of craftsmanship at this stage. In this way, the notion of repetitive craftsmanship of earlier forms of production, is being replaced by the preparatory craftsmanship which alone can produce articles having a living quality. Closely connected with this transformation, is the progress of automation which virtually eliminates craftsmanship from the repetitive stage, but calls for a greatly increased deployment of skill of brain and hand in the preparatory stages from specification to perfected product.
The third stream is more difficult to define than the other two. It is easily recognized in market research, service reports and sales results, but these are only the external forms. The real significance of the third stream is the stimulation it provides for a more intelligent appreciation of the degree of perfection to which the product must be raised if it is to be a complete success. This activity can be compared with the effect of sensations upon a living organism. These arouse all kinds of reflex responses that in their totality enable the urge of life to express itself. The interest of the user is largely a matter of sensation leading to the satisfaction of the needs of body, mind and feelings. This communicates itself to the production organization in the form of a whole range of demands for satisfaction. The degree of intelligence with which these chaotic demands are brought into relationship with a particular mechanical device, determines the vitality of the manufacturing company, and its potentiality for growth.
This leads us, finally to the integration of the entire process into the social life and history of mankind. Although manufacturing can be isolated from other human activities, it has in the long run to find its place in the totality of human society. This requires new and independent factors that cannot be reduced to terms of maker and user or the technologies of design. These wider issues are aesthetic and moral. The company becomes an integral part of society, having its own individuality. As such it is responsible towards the totality of human experience. When represented on the enneagram, this leads back to the point 9, which stands for management as the vehicle of the company's will to serve the community. It is also the starting point for another cycle which is that of the History of the Company. A company has, in the objective sense, a history only when it is an independent individual not only technically and commercially efficient, but socially and morally conscious of its powers and responsibilities.
At this point we can leave the systematics of the manufacture of a mechanical device. The examination we have made is not for purposes of description alone. It is applicable lo all large manufacturing units as a means of diagnosing their condition and improving their operations. These are not only social, nor are they exclusively individual, but can best be called historical insofar as their signficance consists in raising the level of human consciousness and satisfaction.